
ورق کاری یا برش ورق فلزی در حقیقت هنر شکل دادن به ورقهای فلزی است. این هنر روشهای گوناگونی دارد که هر کدام برای پاسخگویی به گروهی از نیازهای زندگی مدرن ما کاربرد گسترده و وسیعی دارند.
از این ورقها در ساخت ظرفهای آشپزخانه، قوطیهای نوشابه، بدنه هواپیما، بدنه ماشین، میز پزشکی، سقف خیلی از ساختمانها از این ورقها استفاده میشود. ما در ادامه این مطلب درباره فرایند ورقکاری و اهمیت آن بیشتر صحبت خواهیم کرد.
ورق کاری به زبان ساده
برش ورق یا ورقکاری به مجموعه عملیاتی اطلاق میشود که به منظور فرم دادن ورقها انجام میگیرد. ورق فلزی، یک صفحه صاف و تخت فلزی است که توسط فرایندهای صنعتی نازک شده است و ضخامت کمی دارد.
ورق یکی از گونههای اصلی توزیع فلز است که کاربرد فراوان دارد و میتوان آن را به اشکال مختلف برش داد و خم کرد. اجزا و قطعات روزمره بسیاری توسط فرایندهای ورقکاری از ورقهای فلزی ساخته شدهاند. ضخامت ورقهای فلزی میتواند بسیار متفاوت باشد؛ به ورقهای خیلی نازک فویل گفته میشود. ورقها به صورت کویل یا صفحات تخت در بازار عرضه میشوند. فلزات مختلفی از قبیل آلومینیوم، گالوانیزه و… به صورت ورق در بازار موجود میباشد.
در ساخت قطعات فلزی از ورق، از عملیات مختلفی استفاده میشود. با این حال، از آنجایی که اکثر این عملیات توسط دستگاههای پرس و به کمک قالبهای مخصوص انجام میشود، به صورت عمومی به آنها پرسکاری گفته میشود. این عملیات بسیار متنوع میباشند که از جمله میتوان عملیات برشکاری، خمکاری، کشش عمیق، فرایندهای اتصال و مونتاژ ورقها و… را نام برد.
خمکاری فرایند تغییرشکل پلاستیک (خمیری) فلزات حول یک محور خطی، بدون تغییر یا تغییر اندکی در مساحت سطح میباشد. میتوان همزمان چندین خم ایجاد کرد، اما برای اینکه بتوان آنها را به عنوان فرایند واقعی خم کاری طبقهبندی کرد، هر محور باید خطی و مستقل از بقیه باشد. معمولاً اگر چندین خم به صورت همزمان و تنها توسط یک قالب انجام شود به این فرایند شکل دهی یا فرمینگ میگویند. اگر محورهای تغییر شکل خطی یا مستقل از هم نباشند به فرایند کشش میگویند.

اصول اولیه برش ورق
فلزات مختلف، برنج، فولاد، مس، قلع، تیتانیوم، آلومینیوم و غیره را میتوان به ورق فلز تبدیل کرد. پلاتین، طلا و نقره در میان سایر مصارف برای اهداف تزئینی مفید هستند. از ورقهای فلزی برای ساخت اجسام متعدد باضخامتهای متفاوت استفاده میشود، از ورقهای بسیار نازک، که به عنوان فویل یا برگ نیز شناخته میشوند، تا ورقهای ضخیمتر، یعنی بیش از 6 میلیمتر، که به عنوان صفحه نیز شناخته میشود.
ضخامت ورق فلزی به عنوان گیج نامیده میشود و به طور کلی از گیج 30 تا گیج 8 متغیر است. گیج ورق فلزی با ضخامت فلز نسبت عکس دارد.
در اصل، ورق کاری مستلزم تبدیل یا پردازش ورق فلز به قطعات کاربردی با برش، خم کردن یا کشش تقریباً به هر شکلی است. پردازش ورقهای فلزی میتواند حفرهها و اشکال برش هندسی دوبعدی ایجاد کند در حالی که فرآیندهای تغییر شکل ورقها را به زوایای مختلف خم میکنند یا خطوط پیچیدهای را از کشش ایجاد میکنند.
مواد خام برای فرآیندهای ورق کاری از فرآیندهای نورد میآید که در آن ورق فلز به عنوان ورقهای مسطح و مستطیلی استاندارد فروخته میشود. در مواردی که این ورقها نازک و بلند هستند، به صورت رول در میآیند.
قطعات ساخته شده از ورق کاری را میتوان در طیف گستردهای از صنایع از جمله ساخت و ساز، خودروسازی، هواپیما، محصولات مصرفی، مبلمان و HVAC استفاده کرد.

مزایای استفاده از ورق فلزی و روش ساخت ورقکاری
بسته به کاربرد محصول، ورق فلزی مزایایی را ارائه میدهد؛ نه فقط نسبت به جایگزینهای غیر فلزی، بلکه نسبت به سایر روشهای ساخت. به طور مثال در مقایسه با ماشینکاری، به طور کلی هزینه مواد به طور قابل توجهی کمتر است.
ورقهای فلزی به جای شروع با موادی که قسمت اعظم آنها ماشین کاری میشوند، به شما امکان میدهد آنچه را که نیاز دارید بخرید و از آنچه نیاز دارید استفاده کنید. باقیمانده یک ورق فلزی هنوز قابل استفاده است، در حالی که برادههای برداشته شده در ماشینکاری برای استفاده دوباره باید بازیافت شود.
مانند بسیاری از تکنیکهای ساخت مدرن، تولید به روش ورقکاری را میتوان اتوماتیک انجام داد و قطعات را مستقیماً از مدلهای CAD تولید کرد. این فناوری از مواد مختلف و طیف وسیعی از فرآیندها برای شکل دادن به قطعات و محصولات نهایی استفاده میکند. شاید مهمتر از همه، در دنیای تولید انبوه، این است که ساخت ورق فلزی بسیار متناسب و تطبیق پذیر با فرآیند و حجم تولید است. در حالی که راه اندازی برای اولین قطعه ممکن است پرهزینه باشد، قیمت هر قطعه به سرعت با افزایش حجم کاهش مییابد. این البته در مورد بسیاری از فرآیندها صدق میکند، اما هزینه هر قطعه برای ورق فلز به طور کلی نسبت به فرآیندهای کاهشی مانند ماشینکاری به میزان بیشتری کاهش مییابد.
انواع برش ورق
برش فلزات به دو روش مدرن و سنتی انجام می گیرد. که در ادامه با این دو روش آشنا میشوید.
1. روش سنتی
فرزکاری
تراشکاری
رزوه زنی
سنگ زنی
سمباده زنی
2. روش مدرن
برش ورق با هواگاز
برش ورق با پلاسما
برش ورق با لیزر
برش ورق با واترجت
برش ورق با گیوتین
برش ورق با وایر کات

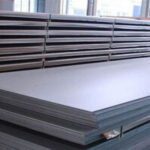
انواع ورق فلزی
ورق فلزی شکلی از فلز است که در طی یک فرآیند صنعتی به قطعات نازک و مسطح تبدیل می شود. ورق فلزی یکی از اشکال اساسی مورد استفاده در ورقکاری است و میتوان آن را به اشکال مختلف برش داد و خم کرد. اشیای روزمره بیشماری از ورق فلز ساخته میشوند. ضخامت میتواند به طور قابل توجهی متفاوت باشد. ورق فلزی بسیار نازک فویل یا ورق در نظر گرفته میشود و قطعات ضخیم تر از ۶ میلی متر (۰.۲۵ اینچ) فولاد صفحه ای یا “فولاد ساختاری” در نظر گرفته میشوند. ورق فلزی به صورت قطعات مسطح یا نوارهای حلقهدار موجود است.
در بیشتر نقاط جهان ضخامت ورق را بر حسب میلیمتر میدهند. در ایالات متحده، ضخامت ورق فلز معمولاً با یک معیار سنتی و غیر خطی مشخص میشود. هر چه عدد بزرگتر باشد، فلز نازکتر است. ورق فولادی که معمولا استفاده میشود از گیج ۳۰ تا گیج حدود ۷ متغیر است. ضخامت بین فلزات آهنی (بر پایه آهن) و فلزات غیرآهنی مانند آلومینیوم یا مس تفاوت قائل میشود. به عنوان مثال، ضخامت مس بر حسب اونس اندازه گیری میشود که نشان دهنده وزن مس موجود در یک متر مربع است.
قطعات ساخته شده از ورق فلزی برای بهترین نتیجه باید ضخامت ثابتی داشته باشند. فلزات مختلفی وجود دارد که می توان آنها را به ورق ساخت مانند آلومینیوم، برنج، مس، فولاد، قلع، نیکل و تیتانیوم. برخی از ورقهای مهم برای مصارف تزئینی شامل نقره، طلا و پلاتین هستند. از ورقهای فلزی در بدنه اتومبیل و کامیون، بدنه و بال هواپیما، میزهای پزشکی، سقف ساختمان ها (معماری) و بسیاری کاربردهای دیگر استفاده میشود. ورق های آهن و سایر مواد با نفوذپذیری مغناطیسی بالا، که به عنوان هستههای فولادی چند لایه نیز شناخته میشوند، در ترانسفورماتورها و ماشینهای الکتریکی کاربرد دارند. از لحاظ تاریخی، یکی از کاربردهای مهم ورق فلز در زرههای سواره نظام بوده است.
هشت نوع اصلی از مواد ورق فلزی وجود دارد که هر کدام مزایای منحصر به فرد خود را دارند:
۱. آلومینیوم
برای کاربردهایی که به مواد سبکتر نیاز دارند، آلومینیوم یک گزینه عالی است. این نوع ورق فلزی حتی بدون روکش مقاومت در برابر خوردگی قابل توجهی دارد. همچنین آلومینیوم یک فلز محکم است و میتواند در فرآیندهای برش لیزری، جوشکاری و ماشین کاری قرار گیرد. آلومینیوم انواع مختلفی دارد که هرکدام برای کاربردهای مختلف مناسب هستند. آلومینیوم ۱۱۰۰ استحکام نسبتاً کمی را ارائه میدهد، اما در برابر مواد شیمیایی و آب و هوا مقاوم است، قابل جوش دادن و انعطاف پذیر است و امکان کششهای پیچیدهای را فراهم میکند.
گرید ۳۰۰۳ قویتر و شکل پذیرتر، قابل جوش، مقاوم در برابر خوردگی و مقرون به صرفه است. گرید ۵۰۵۲ به طور قابل توجهی قویتر است در حالی که هنوز شکل پذیر، جوش پذیر و مقاوم در برابر خوردگی است. گرید ۶۰۶۱ یک آلیاژ ساختاری است که در برابر خوردگی مقاوم و قوی است، اما شکل پذیر نیست. همچنین قابل جوش است، اگرچه در هنگام جوشکاری مقداری استحکام آن از بین میبرد.
۲. فولاد آلیاژی
همانطور که از نام آن پیداست، فولاد آلیاژی چندین عنصر را ترکیب میکند تا مجموعهای از ویژگیهای قابل کنترل را فعال کند. جزء اصلی این ماده فولاد کربنی است. افزودنیهای متداول شامل تنگستن، کروم و منگنز برای مقاومت یا وانادیوم و نیکل برای استحکام است. علاوه بر تطبیقپذیری، فولاد آلیاژی نیز بسیار مقرون به صرفه است.

۳. فولاد کربنی آهن
در این مواد ورق فلزی با کربن آلیاژ شده است و مادهای با استحکام بالا را فراهم میکند. بسته به کاربرد مورد نظر، تولید کننده میتواند فولادی با سطوح کربن کم، متوسط یا زیاد را انتخاب کند. فولاد کم کربن منجر به تولید مواد بسیار متنوع میشود که بیشتر در اشیاء روزمره مانند نردهها و درها یافت میشود. فولاد کربن متوسط یک انتخاب محبوب برای وسایل نقلیه و لوازم خودرو است. سطوح بالاتر کربن منجر به محصولی کمی شکنندهتر میشود که برای اقلام ظریف مانند سیم مناسب است.
۴. فولاد ابزار
فولاد ابزار بسیار همه کاره، آلیاژی سفت و سخت است که حاوی حدود یک درصد کربن است. مانند فولاد آلیاژی، عناصر موجود در فولاد ابزار بسته به کاربرد مورد نظر از نظر نوع و نسبت متفاوت است. فولاد ابزار در برابر سایش مقاوم است و در دماهای شدید به خوبی عمل می کند. خواص آن این نوع ورق فلز را برای ساخت ابزارهایی مانند پانچ، قالب، تیغه و چکش ایده آل می کند.
۵. فولاد گالوانیزه
فولاد گالوانیزه در دو نوع ورق الکترو گالوانیزه و ورق با روکش فلزی با غوطه وری گرم موجود است. اولی از فولاد آنیل شده با نورد سرد تشکیل شده است. دارای روکش خالص بدون لایه رویی است. دومی از صفحات فولادی سخت نورد سرد تشکیل شده است که با ترکیبی از روی خالص و آلیاژی از آهن و روی پوشش داده شدهاند. این نوع فولاد گالوانیزه مقاومت بیشتری در برابر خوردگی دارد و کمی مقرون به صرفهتر از ورقهای الکتروگالوانیزه است.
۶. فولاد ضد زنگ
این نوع ورق فلزی برای محصولاتی که در معرض رطوبت مکرر قرار میگیرند ایده آل است. حاوی کروم است، عنصری که به طور قابل توجهی خوردگی ناشی از محیطهای خشن یا مرطوب را کاهش میدهد. قطعات ساخته شده از ورقهای فولادی ضد زنگ میتوانند طول عمر یک محصول یا سازه را از سینک آشپزخانه گرفته تا ساختمانهای اداری افزایش دهند.
– فولادهای ضد زنگ غیر مغناطیسی
فولادهای سری ۳۰۰ متداول ترین نوع فولاد ضد زنگ هستند. در طول ساخت نیازی به کار گرم یا کاهش استرس دیگر ندارد. گرید ۳۱۶ در بین گریدهای فولادی ضد زنگ مقاوم ترین در برابر خوردگی است و استحکام خود را در دماهای بالا حفظ میکند. گرید ۳۰۴ پرکاربردترین است و در حالی که تا حدودی در برابر خوردگی مقاوم است، شکلپذیری و جوش پذیری خوبی را ارائه میدهد.
– نوع استاندارد ضد زنگ مغناطیسی
درجه ۴۱۰ مقاومت کمتری در برابر خوردگی ارائه میدهد اما قابل عملیات حرارتی است. گرید ۴۳۰ یک جایگزین ارزان قیمت برای سایر گزینههای فولاد ضد زنگ است و در کاربردهایی که مقاومت در برابر خوردگی نیاز اصلی نیست، سطح کار برسکاری میشود. از آنجایی که این مواد به جای تغییر شکل پلاستیکی تمایل به الاستیک دارند، برای رسیدن به فرم نهایی باید بیش از حد خم شوند.
فولادهای فنر مانند به سرعت سخت میشوند و باید برای کاهش تنش در هنگام شکل گیری گرم شوند. ضد زنگ فنر مانند معمولاً به تجهیزات و فرآیندهای تخصصی نیاز دارد و برای رسیدن به فرم نهایی باید بیش از حد خم شود.

7. فولاد نورد سرد (CRS)
فرآیند نورد سرد برای صاف کردن روکش فولاد نورد گرم و همچنین برای حفظ تحمل سختتر هنگام شکلدهی استفاده میشود. این نوع فولاد در آلیاژهای ۱۰۰۸ و ۱۰۱۸ موجود است.
۸. فولاد پیش آبکاری شده
این ورق فلزی یا فولاد گالوانیزه گرم یا فولاد گالوانیزه است که گالوانیزه و سپس آنیل میشود.
اصول اولیه فرمدهی به ورق
ساخت ورق فلز فرآیند تشکیل قطعات از یک ورق فلز با پانچ، برش، استمپینگ و خم کردن است. فایلهای طراحی کامپیوتری به کدهایی تبدیل میشوند که ماشین را کنترل میکند تا ورقها را به صورت نهایی برش داده و شکل دهد. قطعات ورق فلزی به دلیل دوام زیاد شناخته شدهاند، که باعث میشود برای کاربردهای مستحکم (به عنوان مثال شاسی) انتخاب مناسبی باشند. هم برای ساخت نمونههای اولیه با حجم کم و هم برای تولید انبوه محصولات، این روش به دلیل سهولت تغییر جزئیات و هزینههای مواد و قالبهای ساخت، به نسبت سایر روشهای ساخت، مقرون به صرفه میباشد.
مانند بسیاری از فناوریهای دیگر امروزه، ساخت ورق فلزی در حال تکامل است. مواد، تجهیزات و ابزارها بیش از هر زمان دیگری تخصصی شدهاند. برای استفاده کامل از ورق فلز، بسیار مهم است که از تامین کننده و روش درست ساخت قطعات و کاربرد آنها استفاده کنید و همچنین آشنایی مناسبی با اصول ورقکاری داشته باشید. در همین راستا، در ادامه به معرفی فرآیندهای اصلی تولید محصول در روش ورقکاری میپردازیم.
تکنیکهای برش ورق
تکنیک های ورق کاری را میتوان به برش، شکلدهی و مونتاژ طبقه بندی کرد.
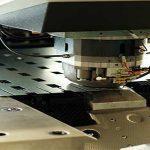
1. برش
این تکنیک از ابزارهای دستی و برقی یا مشعلهای پلاسمای دستی از برشهای کنترل عددی کامپیوتری (CNC) استفاده میکند، به عنوان مثال. لیزر برای اره، برش یا اسکنه. در زمینه برش، ساخت ورق فلز به دلیل ایجاد قطعات کاربردی از طریق حذف بخشهایی از فلز، میتواند به عنوان یک فرآیند تولید کاهشی در نظر گرفته شود.
برای برش ورق فلزی میتوان از ماشین آلات مختلفی استفاده کرد که برخی از آنها در ورق کاری منحصر به فرد هستند. در اصل، برش دو دسته است:
1. بدون شکاف
2. با شکاف
-
برش با شکاف
هنگامیکه نیروهای قیچی برشکاری برای برش مواد اعمال میشود، این فرآیند به عنوان فرآیند برش نامیده میشود. سه عملیات اصلی برش در برشکاری با قیچی وجود دارد:
برش: چندین فرآیند برش وجود دارد که از نیروی برشی برای برش ورق فلز استفاده میکند. با این حال، اصطلاح “برشی” به خودی خود به یک فرآیند برش خاص اشاره دارد که برشهای مستقیم و خطی را برای جدا کردن یک قطعه ورق فلز ایجاد میکند.
پانچ کردن: یک فرآیند برش است که در آن مواد با اعمال نیروی برشی کافی از یک ورق فلز جدا میشود. پرس پانچ میتواند قطعات را به سرعت بسازد. همچنین میتوان از پانچ برای ایجاد سوراخ یا برشهای دیگر در قطعات استفاده کرد. پانچ کردن بسیار شبیه به خالی کردن است با این تفاوت که مواد حذف شده به نام راب، قراضه است و ویژگی داخلی مورد نظر مانند سوراخ یا شکاف را در ورق باقی میگذارد. از پانچ میتوان برای ایجاد سوراخها و برشهایی با اشکال و اندازههای مختلف استفاده کرد. رایج ترین سوراخهای پانچ شده اشکال هندسی ساده (دایره، مربع، مستطیل و غیره) یا ترکیبی از آنها هستند. لبههای این اشکال پانچ شده دارای مقداری زائده و ناهمواری در اثر بریدن هستند، اما کیفیت نسبتاً خوبی دارند.
بلنکینگ (Blanking): واژهی Blank به معنای “جای خالی” و اصطلاح Blanking به معنای ایجاد جای خالی است، با این حال در منابع فارسی برای این فرآیند از اصطلاح بلنک زنی یا بلنکینگ استفاده میشود. بلنکینگ یک فرآیند برش است که در آن یک قطعه ورق فلز از یک قطعه بزرگتر با اعمال نیروی برشی کافی بزرگ جدا میشود. در این فرآیند، قطعه برداشته شده به نام بلنک، ضایعات نیست، بلکه قسمت مورد نظر است. بلنکینگ را میتوان برای برش قطعات تقریباً به هر شکل دو بعدی استفاده کرد، اما معمولاً برای برش قطعات کار با هندسههای ساده استفاده میشود که در فرآیندهای بعدی شکل بیشتری خواهند گرفت. قطعات نهایی که با استفاده از بلنکینگ تولید میشوند شامل چرخ دندهها، جواهرات و اجزای ساعت است.

میتوان از پرس پانچ برای پانچ و برای برش فلز استفاده کرد. این روش به ویژه برای برش قطعات نسبتاً سادهتر نسبت به برش با لیزر یا واترجت بهتر است. از آنجایی که میتواند با صدها ضربه در دقیقه کار کند، ترکیب پانچ و برش لیزری امکان ایجاد یک الگوی مسطح پیچیده با اتصالات دقیق را فراهم میکند.
-
برش بدون شکاف
برش بدون قیچی در ساخت محصولات صنعتی دقیق مانند صنایع هوانوردی دقیق تر و مفیدتر است. فرآیندهای مورد استفاده در ساخت شامل برش پرتو لیزر، برش واترجت، برش پلاسما و ماشینکاری است.
برش لیزر (Laser Beam Cutting): برش لیزری از یک لیزر پرقدرت برای برش ورق فلز استفاده میکند. مجموعهای از آینهها و عدسیها یک پرتو نور پرانرژی را بر روی سطح ورقی که قرار است برش داده شود، هدایت و متمرکز میکنند. هنگامیکه پرتو به سطح برخورد میکند، انرژی آن فلز زیر کار را تبخیر میکند. هر فلز مذاب یا بخار باقیمانده توسط جریانی از گاز از محل برش دور میشود. موقعیت پرتو لیزر نسبت به ورق دقیقاً کنترل میشود تا لیزر بتواند مسیر برش مورد نظر را دنبال کند. در ساخت ورق فلزی از دو نوع لیزر استفاده میشود. لیزر فیبر نوری برای مواد نازکتر و لیزر بازتابنده برای برشهای دقیق استفاده میشود. لیزرهای چند گازی یا CO2 برای گیجهای ضخیمتر و قویتر، مناسب هستند. برش لیزری CNC با گازهای اکسیژن، نیتروژن، هلیوم یا دی اکسید کربن برای سوزاندن فلز و ایجاد لبه تمیز و کامل کار میکند. سرعت این فرآیند در ضخامتهای مختلف فلز متفاوت است.
برش پلاسما (Plasma Jet): این روش شامل هدایت پرتوهای پلاسمای شتابدار به ورق فلز است. کاربرد آن برای برش ورقهای فلزی رسانای الکتریکی ایده آل است. برش پلاسما از یک جریان متمرکز گاز یونیزه یا پلاسما برای برش ورق فلز استفاده میکند. با یک مشعل پلاسما انجام میشود که ممکن است با دست نگه داشته شود یا این که با رایانه کنترل شود. دستگاههای برش پلاسما CNC (با کنترل عددی کامپیوتری) امکان برشهای پیچیده و دقیق را فراهم میکنند. همانند برش لیزری، فرآیند برش پلاسما به هیچ ابزار فیزیکی نیاز ندارد که همین ویژگی، هزینههای اولیه را کاهش میدهد و امکان تولید کم هزینه مقرون به صرفه را فراهم میکند.
برش ورق با واترجت(Water Jet):
واترجت برش از یک جت آب پرفشار با سرعتبالا برای برش ورق فلز استفاده میکند. آب با یک ماده ساینده مخلوط میشود تا فرسایش را تسهیل کند، کوبیدن مواد در حین برش واترجت به ویژه در برش فلزات با نقطه ذوب پایینتر مفید است. این به این دلیل است که گرما تولید نمیکند، که به طور بالقوه میتواند مواد را تغییر شکل دهد. برش با واترجت میتواند برای برش تقریباً هر شکل دو بعدی از ورق فلز استفاده شود. عرض برشها معمولاً بین ۰.۰۰۲ تا ۰.۰۶ اینچ است و لبهها از کیفیت خوبی برخوردار هستند. از آنجایی که هیچ سوراخی ایجاد نمیشود، معمولاً نیازی به پرداخت ثانویه نیست. 
2. شکلدهی
بر خلاف برش، که مواد را از ورق فلز کم میکند و باعث شکلگیری مجدد و پیکربندی مجدد مواد به خطوط مورد نظر میشود. فرآیندهای شکلدهی عبارتند از خم کاری، مهر زنی، رول فرمینگ، کشش و ریسندگی.
خمکاری ورقهای فلزی یکی از خدمات پرکاربرد در صنعت فلزکاری است و برای اهداف مختلف استفاده میشود. خمکاری ورقهای فلزی عملی مکانیکی است؛ در این فرآیند در اثر فشار وارد شده، ورق فلزی خم و زاویهدار میشود. خمکاری یک فرآیند تولیدی است که یک بسته به فرمی که قالب خم دارد، ورق فلزی در امتداد یک خط راست به همان شکل خم میشود. اکثر فلزات را میتوان در امتداد یک محور مستقیم با استفاده از انواع پرس خم کرد. شکل خمها میتواند از منحنیهای ملایم، مانند آنهایی که در امتداد محور عمودی قوطی فولادی هستند، تا گوشههای تیز در زوایای بالا، پایین، یا راست در ۹۰ درجه متغیر باشد. برای ایجاد این خمیدگیهای نسبتاً تیز از پرس بریک استفاده میشود. پرس بریک برای خم کردن ورق فلز به شکل U، V شکل و کانال استفاده میکند. زاویه میتواند از 0 تا 120 درجه باشد. گیجهای فلزی ضخیمتر خم شدن سختتر است. برعکس، خمهای افقی روی ورقهای فلزی را میتوان از قطعات نواری شکل در فرآیندی به نام decambering حذف کرد.
مهر زنی از پرس مکانیکی یا هیدرولیکی با ابزار و قالب استفاده میکند. این فرآیند شبیه به پانچ کردن است، اما در مهر زنی، لزوماً نباید مواد از ورق فلز جدا شود. مهر زنی در کارهایی مانند کشیدن، پیچش، فلنج زدن، سجاف کردن و برجستهکاری مفید است.
کشش از برانکارد، چرخ انگلیسی یا چکش و دالی برای جدا کردن فلز استفاده میکند. ورق کاری به طور همزمان روی یک قالب کشیده و خم میشود. بنابراین خطوط بزرگ روی ورق فلز امکان پذیر است.
در این فرآیند از یک پرس کششی استفاده میشود که ورق فلز در امتداد لبهها توسط فکهایی که به کالسکهای که توسط نیروی هیدرولیکی یا پنوماتیکی کشیده میشود متصل میشود، گرفته میشود. این نیروی اعمالشده ورق را کش میدهد.
به عنوان ابزاری برای این فرآیند، از یک بلوک فرم کششی که به نام قالب نیز شناخته میشود، استفاده میشود. این یک ماده جامد و منحنی است که ورق فلز در برابر آن فشرده میشود.
پرسهای کششی مختلفی وجود دارد که رایجترین آنها به صورت عمودی است. یک قوچ هیدرولیک برای بالا بردن قالب شکلدهی و فشار دادن آن به ورق فلزی که روی میز پرس قرار دارد استفاده میشود.
در مقابل، پرسهای کششی افقی از یک میز پرس ثابت برای نصب قالب به طرفین استفاده میکنند، در حالی که ورق به صورت افقی در اطراف قالب با فک های محکم کشیده میشود.
اسپینینگ از یک ماشین تراش برای چرخاندن ورق فلزی در حالی که روی ابزار فشرده شده است استفاده میکند. این یک روش منحصر به فرد شکلدهی فلز است که بیشتر شبیه تراشکاری CNC است. بیشتر در ایجاد قطعات فلزی گرد مانند استوانه و مخروط استفاده میشود.
برخی از فرآیندها بین برش و شکل دادن همپوشانی دارند. اینها شامل فرآیندهایی مانند انبساط ورق فلزی است که در آن شکافهای متعددی در ورق فلز بریده شده و سپس باز میشوند.
3. مونتاژ در برش ورق
مونتاژ ممکن است همیشه به عنوان یک فرآیند ساخت در نظر گرفته نشود، با این حال، استفاده از آن در فرآیند کلی تولید بسیار مهم است. اجزای متفاوت ورق کاری با استفاده از اتصالدهندههایی مانند پیچ، پرچ و پیچ مونتاژ میشوند. فرآیندهایی مانند پانچ کردن را میتوان برای ایجاد سوراخ برای پرچ تا، پینها و سایر بست ها در فرآیند کلی ساخت ورق فلز استفاده کرد. فرآیندهای مهم در مونتاژ عبارتند از جوشکاری، پرچ کردن، لحیمکاری و استفاده از چسب.
جوشکاری از گرما برای ذوب بخشی از فلز استفاده میکند که در آن قسمتی از فلز با یک جزء دیگر تلاقی میکند در حالی که یک پرکننده اضافه میکند. اجزای ذوب شده با هم ترکیب میشوند. انواع مختلف جوش، قوس الکتریکی، MIG، TIG و غیره قابلیت جوشکاری متفاوتی را برای فلزات مختلف ارائه میدهند. جوشکاری کاربردهای مختلفی دارد، از جمله اتصال فلزات، اتصال پلاستیک و اتصال چوب.
در اتصال فلزات، جوشکاری از حرارت بالا برای ذوب فلز پایه با افزودن معمولی مواد پرکننده استفاده میکند. گرمای با دمای بالا باعث ایجاد حوضچهای از جوش مذاب میشود که سپس سرد میشود و یک اتصال ایجاد میکند. اتصال میتواند قویتر از ماده اصلی باشد. در برخی موارد میتوان از فشار در شکل دادن به جوش استفاده کرد. این توسط خود فشار یا در ارتباط با گرما انجام میشود.
همچنین میتوان از گاز محافظ برای محافظت از فلزات ذوب شده و پرکننده در برابر اکسید شدن یا آلوده شدن استفاده کرد.
در اتصال پلاستیک تا از گرما نیز استفاده میشود و شامل سه مرحله است. ابتدا سطوح قبل از اعمال فشار و گرما آماده میشوند، سپس حرارت و فشار اعمال میشود. در نهایت، مواد خنک میشوند تا یک همجوشی ایجاد کنند. روشهای اتصال پلاستیک را میتوان به روشهای گرمایش داخلی یا خارجی طبقه بندی کرد.
در اتصال چوب، گرما از اصطکاک ایجاد میشود و برای اتصال مواد استفاده میشود. مواد ابتدا قبل از اعمال حرکت اصطکاک خطی برای ایجاد گرما برای اتصال قطعات به یکدیگر، در معرض فشار زیادی قرار میگیرند. این رویکرد اجازه میدهد تا چوب بدون استفاده از میخ یا چسب به هم متصل شود و فرآیند سریعی است.
4. جوشکاری
جوشکاری از طریق پیکربندیهای مختلف اتصال مانند اتصال لب به لب انجام میشود که یک اتصال بین دو قسمت در لبههای آنها ایجاد یک زاویه فراگیر با یکدیگر 135-180 درجه است. یک مفصل T لبه یا انتهای یک قسمت را به صورت قسمت دیگر متصل میکند. این قطعات تا 90 درجه با یکدیگر زاویهایجاد میکنند. اتصال گوشه با اتصال لبههای دو قسمت، زاویهای بین 30 تا 135 درجه ایجاد میکند.
اتصال لبه زاویهای بین 0 تا 30 درجه در محل اتصال ایجاد میکند زیرا لبههای دو قسمت را به هم متصل میکند. اتصال صلیبی دارای دو صفحه یا میله صاف است که به یک صفحه صاف در همان محور در زوایای قائم جوش داده شده است. اتصال لبه دو قسمت روی هم را به هم متصل میکند و زاویهای بین 0 تا 5 درجه در محل جوش ایجاد میکند.
5. پرچ
برای پرچ از قطعات فلزی کوچکی استفاده میکند که از میان ورقهای فلزی برای اتصال به آنها تعبیه میشوند. پرچ تا یا سوراخ میشوند، پانچ میشوند یا در سوراخ قرار میگیرند. سپس دم پرچ تا تغییر شکل میدهند تا پرچ را در موقعیت خود نگه دارند.
پرچ را میتوان با کوبیدن یا کوبیدن دم تغییر شکل داد، که باعث صاف شدن مواد و افزایش اندازه دم تا حدود 150 درصد از قطر اصلی ساقه میشود. پرچ کردن با استفاده از انواع مختلفی از پیکربندیهای پرچ مانند پیکربندیهای تک، دوتایی یا زیگزاگ، اتصالات لب به لب یا لبه ایجاد میکند. هشت نوع پرچ رایج عبارتند از:
1. پرچ محرک
دارای یک سنبه کوتاه است که از سر بیرون زده است. از چکش برای راندن پرچ به داخل استفاده میشود که باعث شعلهور شدن انتهای پرچ در سوراخ میشود.
2. پرچ اسکار
این پرچ در امتداد محور توخالی شکاف دارد. در حالی که سنبه به داخل پرچ رانده میشود، شفت را به سمت بیرون خم میکند. اسپلیت تا معمولاً در مجموعههای سه تایی میآیند. سطح وسیع ایجاد شده توسط فلز احتمال بیرون کشیدن پرچ را کاهش میدهد.
3. پرچ کور
این پرچ به عنوان پرچ پاپ یا توخالی نیز شناخته میشود. معمولاً زمانی مفید است که طرف دیگر مفصل قابل رویت نباشد. پرچ کور را میتوان به سرعت اعمال کرد و همه کاره است زیرا میتوان از آن در بخشهای متعددی مانند الکترونیک و هوا فضا استفاده کرد.
4. پرچ فلاش
این پرچ به عنوان پرچ فرورفته نیز شناخته میشود. ظاهر خوبی دارد و بیشتر در سطوح خارجی استفاده میشود. کشش آیرودینامیکی را از بین می برد و از یک سر فرورفته روی سوراخ متقابل استفاده میکند.
5. پرچ قفل اصطکاکی
این میتواند پیکربندی گنبدی یا فرورفتگی داشته باشد. این شبیه یک پیچ در حال گسترش است و بیشتر برای کاربردهای هوافضا استفاده میشود.
6. پرچ جامد
به پرچ سر گرد نیز معروف است. مستقیماً با کل سرش محکم میشود.
7. پرچ خود سوراخ شونده
با عبور از ورق بالایی بدون سوراخ کردن ورق پایین، اتصالی ضد آب ایجاد میکند. نیازی به مته یا سوراخ پانچ ندارد زیرا انتهای پرچ دارای یک سوراخ پخ برای سوراخ کردن مواد است.
8. پرچ فولادی سازهای
بیشتر برای اتصال فولاد سازهای استفاده میشد. تا حد زیادی با پیچ و مهرههای با استحکام بالا جایگزین شده است، زیرا مانند پرچهای فولادی سازهای نیازی به نصب توسط پرسنل بسیار ماهر ندارند.
9. پرچهای اسکار
پرچ های اسکار دارای شکافهایی در امتداد شفت توخالی هستند. این شکافها که معمولاً در مجموعههای سه تایی ایجاد میشوند، باعث میشود که محور با خم شدن و بیرون کشیدن شاخه به داخل میخ پرچ شود.
-
لحیم کاری در برش ورق
لحیمکاری شبیه به جوش است اما فلز پرکننده را بدون ذوب ورقها ذوب میکند. فلز پرکننده مذاب که یک آلیاژ لحیم است، در محل اتصال جامد میشود. نقطه ذوب فلز پرکننده معمولاً بالاتر از 450 درجه سانتیگراد است و باید کمتر از نقطه ذوب قطعاتی باشد که باید به هم متصل شوند.
این امر آن را از جوشکاری متمایز میکند زیرا در جوشکاری در دمای بالا فلزات پایه ذوب میشوند. در لحیمکاری، فلز پرکننده توسط یک شار محافظت میشود.
اتصال زمانی ایجاد میشود که فلز پرکننده مذاب در هنگام سرد شدن جامد میشود تا اتصال بین فلزات مشابه یا غیر مشابه ایجاد شود. فرآیند لحیمکاری را میتوان در جوهای مختلف از جمله نیتروژن، آمونیاک، هیدروژن، بخارات معدنی، گازهای نجیب و خلاء انجام داد. میتوان از انواع منابع گرمایشی مانند کوره یا مشعل استفاده کرد.
یک اتصال لحیمکاری خوب زمانی ایجاد میشود که هم پرکننده و هم فلزات اصلی سازگاری متالورژیکی داشته باشند. باید شکافی در طراحی اتصال وجود داشته باشد که پرکننده مذاب را بتوان با عمل مویرگی به داخل آن کشید. شکاف اتصال به عواملی مانند ترکیب آلیاژ لحیم و فلز پایه و جو لحیمکاری وابسته است.
لحیمکاری برای اتصال فلزات غیر مشابه ایده آل است و به دلیل تطبیق پذیری و یکپارچگی اتصالات در صنایع متعددی استفاده میشود. بنابراین در کاربردهای حیاتی قابل اعتماد است.
-
چسب کاری
چسب تا را میتوان برای نگهداری ورقهای فلزی به تنهایی یا همراه با روشهای دیگر استفاده کرد. چسبهای ساختاری را میتوان به تنهایی برای ایجاد اتصالات استفاده کرد در حالی که چسبهای ماشینی با سایر روشهای اتصال استفاده میشود. فنآوریهای چسب امروزی امکان ساخت فلز را بدون استفاده از جوش یا بستهای مکانیکی فراهم میکند و در عین حال استحکام اتصالات و یکپارچگی ساختار را افزایش میدهد.
نوآوری در چسب تا به طور مقرون به صرفه باعث افزایش دوام و استحکام محصولات میشود. برخلاف جوشکاری نقطهای و اتصال دهنده تا که نقاط تنش ایجاد میکنند، چسب تا تنش را در کل اتصال باند پخش میکنند.
این از خوردگی جلوگیری میکند و در عین حال مقاومت در برابر خستگی را افزایش میدهد. انس چسبهای انعطافپذیر قابلیت جذب تنشهای ناشی از خمش، ضربه و ارتعاش را دارند. این خستگی را حتی بیشتر کاهش میدهد. انواع چسبهای مورد استفاده در تولید ورق فلز عبارتند از:
- اکریلیک: استحکام بالا و گیرش سریع دارند.
- اپوکسی: دارای مقاومت در برابر دمای بالا و استحکام بالا با قابلیت پرکردن شکاف خوب هستند.
- پلیمرهای ام اس و اپوکسیهای اصلاح شده: قابلیت جذب ضربه خوبی دارند و چسبهای انعطافپذیر با حداقل جمع شدگی هستند.
کاربردهای معمولی چسب تا شامل مبلمان اداری و کابینت، تجهیزات و لوازم خدمات غذایی، و محفظه ماشین آلات و محافظ میباشد.
نکات مهم در طراحی قطعات ورقکاری بهینه
طراحی قطعه ورقکاری (شیت متال دیزاین)؛ این سه کلمه ساده میتواند تاثیر فوق العادهای بر روی محصولات یک شرکت داشته باشد. ایدههای موثر، نوآورانه و خلاقانه طراحی ورق فلزی در اوایل مرحله طراحی محصول به وجود میآیند، زیرا این ایدهها بر کل پروژه، از نقطه تولید تا استفاده نهایی محصول، تأثیر میگذارند.
یک طراح خوب باید تمام فناوریهای در دسترس را بشناسد و قطعات را متناسب با آنها طراحی کند. همچنین یک طراحی خوب ورقکاری فلز باید فرآیندهای موردنیاز را کاهش دهد، ساده کند و احتمال خطا را پایین بیاورد تا از کارایی بیشتر و در نهایت کاهش چشمگیر هزینه اطمینان حاصل شود. به عبارت دیگر، تولید باید تا حد امکان آسان باشد. اگر مثلاً یک طراحی جدید، جوشکاری را حذف کند اما فرآیند خم را بسیار پیچیده کند، فرآیند به عقب در حال حرکت است.
سعی کنید قطعات بلند را خم کنید و قطعات کوتاه را به یکدیگر جوش کنید. نرم افزار CAM برای پرس بریک به طراح اجازه میدهد تا تمام خمها را تجسم کند تا بفهمد کدام قطعات را میتوان با خمکاری و کدام را با جوشکاری تولید کرد. چنین نرمافزاری همچنین به او اجازه میدهد تا تمام گزینهها را امتحان کند یا حتی مواردی را کشف کند که در آنها میتواند به طور کامل جوشکاری را حذف کند. طراح باید درک کاملی از تئوری خم داشته باشد. این دانش، همراه با نرم افزار، میتواند مولفهای بسیار موثر در کاهش هزینهها باشد.
نحوه مونتاژ و نگهداری قطعات در حین جوشکاری را تعیین کنید. این کار معمولا نیاز به فیکسچر دارد که هزینههای مازادی را به پروژه اضافه میکند. اما استفاده از زبانههایی که با لیزر یا پانچ بریده شدهاند، میتواند یک قطعه را به خودی خود ثابت کند. همچنین ممکن است قطعات با زبانههایی طراحی شوند تا وزن خود قطعه آن را به اندازه کافی برای جوش نقطهای کنار هم نگه دارد و در نتیجه نیاز به اتصال را از بین ببرد. زبانهها همچنین میتوانند اطمینان حاصل کنند که تنها یک راه برای مونتاژ قطعه وجود دارد.
طراحیهای ساده همیشه مقرون به صرفهترین طرح برای تولید نیستند؛ به امکانات تولید، ماشین آلات و ابزار موجود و همهی نکات تولید بستگی دارد، برای مثال در بعضی موارد در فرآیند ورقکاری، کاهش تعداد جوشها (طراحی نیز باید بهگونهای باشد که این امکان فراهم باشد) و وجود بیشتر خمکاری (که فرض کنید با توجه به طراحی، سه تای آن به طور همزمان انجام میشود) باعث کاهش تعداد دور چرخش سنبه بریک میشود، که در این موارد نه تنها میزان جوشکاری کاهش یافته (یا حتی حذف)، بلکه میزان استفاده از دستگاه نیز کاهش مییابد، همچنین زیباییشناسی را نیز بهبود میبخشد و باعث ایمنتر انجام شدن کار نیز میشود. به طور کلی، جایگزینهای طراحی، جوشکاری را حذف کرده، ظاهر را بهبود بخشیده، سطح صافی را برای پشتیبانهای پرس ایجاد کردهاند و با افزودن سوراخهای بیشتر، وزن کلی را کاهش دادهاند.
خرید انواع ورق برش خورده از آهن اسپات
برش ورق به گروهی از کارهایی اطلاق میگردد که هدف از آنها شکلدهی به ورقهای فلزی است. از این روش برای ساخت و تولید قطعات فلزی گوناگون استفاده میشود. برای خریدی به صرفه و سرمایهگذاری مطمئن در بازار آهن باید تحلیلهای روزانه، هفتگی و ماهانه بازار آهن و فولاد را بررسی نمود تا با دیدی آگاهانه بر تحولات بازار، با کمترین ریسک اقدام نمود.
آهن اسپات ابزاری مناسب و مطمئن برای تحلیل تحولات بازار آهن و فولاد کشور و پیشبینی روند آن میباشد. آهن اسپات با تحلیلهای دورهای که از نوسانات ارائه میکند و به عنوان یک راهنمای جامع در خصوص سرمایهگذاری در بازار آهن شناخته میشود. اگر قصد انواع تیرآهن، میلگرد و سایر محصولات فلزی را دارید، با کارشناسان آهن اسپات در تماس باشید.




سلام
من با خوندن مقاله شما با اصول ورق کاری آشنا شدم
خیلی ممنون، موفق باشید
آیا این روش هایی که برای عایق بندی پنجره های آهنی گفتید، برای پنجره های قدیمی آهنی هم کاربرد دارن؟ بخصوص برای عایق پنجره آهنی زنگ زده میپرسم
سلام و خسته نباشید. بین پنجره های فلزی، کدوم جنس عایق بندی بهتری برای ساختمان ایجاد می کنه؟ برای ساختمان های جدید، پنجره فلزی دقیقا با چه مشخصات و با چه جنسی بخریم عایق بندی کمتری نیاز داریم؟
برای نمای ساختمونم میتونم از ورق پانچ استفاده کنم؟
کدوم نوع ورق پانچ بهتره؟
بله . از ورقها در ساخت ظرفهای آشپزخانه، قوطیهای نوشابه، بدنه هواپیما، بدنه ماشین، میز پزشکی، سقف و نمای ساختمانها استفاده میشه.
با توجه به نمایی که معمار برای شما طراحی میکنه، میتونید از انواع ورق استفاده کنید.
استعلام قیمت ورق :
https://ahanspot.com/cat/sheets/