
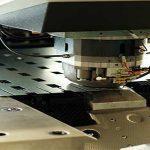
برش ورق فلزی شامل استفاده از لیزر برای برش مواد است که این موضوع آن را به یک فرآیند مهم در ساخت ورق لیزری تبدیل میکند. برش لیزری به دلیل سازگاری، برش با دقت بالا و تضمین کیفیت یکی از روشهای بسیار نوین در برش فلز شناخته میشود.
همچنین برش لیزری ورق فلزی این امکان را میدهد که قطعات بسیاری را در زمان کم و به صورت همزمان و یکدست تولید و برش داد. در ادامه این مطلب درباره انواع دستگاههای برش ورق و نحوه عملکرد آنها بیشتر صحبت خواهیم کرد.
برش لیزری ورق فلزی
برش ورق با لیزر فناوری است که از لیزر برای برش مواد فلزی استفاده میکند. این روش میتواند ورقهای فلزی زیادی را برش میدهد که مزیت بزرگی نسبت به سایر تکنیکها است. در زیر مقدمهای بر برشکاری ورق لیزر در مورد تاریخچه آن و چگونگی تکامل و تفکیک آن به برش لیزری ورق فلزی آورده شده است.
اولین دستگاه برش لیزری توسط مرکز تحقیقات مهندسی برق غربی در سال 1965 ساخته شد. این مرکز از برش لیزری برای سوراخ کردن قالبهای الماسی استفاده کرد. دو سال بعد، اولین برش جت اکسیژن با کمک لیزر به طور خاص برای فلزات ساخته شد. این جت کاتر بخش مهمی از صنعت هوافضا بود، به ویژه در استفاده از برش لیزری ورق فلز.
برش لیزری CO2 نیز ساخته شد، اما آنها فاقد قدرت غلبه بر رسانایی حرارتی فلزات بودند. بنابراین، آنها برای ورق برش خورده فلز ایده آل نیستند. در عوض، آنها در برش فلزات غیر فلزی مانند منسوجات قابل استفاده بودند.

در سال 1917 آلبرت انیشتین مبنای نظری را برای انتشارات تحریک شده ایجاد کرد. در آن زمان هیچ کس انتظار تأثیرات گسترده این نظریه بر علم و فناوری را نداشت. اولین لیزر کاربردی، یک لیزر یاقوتی، در سال 1960 ساخته شد. اصطلاح “Laser” یک کلمه مصنوعی است که از حروف اولیه عبارت انگلیسی “Light Amplification by Simulated Emission of Radiaton” مشتق شده است.
برتولد لیبینگر یکی از پیشگامان کاربردهای لیزر صنعتی است. او سازنده ماشین آلات Trumpf را به یک شرکت جهانی تبدیل کرده است: برتولد لیبینگر در اکتبر 2018 اندکی قبل از تولد 88 سالگی خود درگذشت.
از آنجایی که طول عمر لیزر در ابتدا بسیار کوتاه بود و امکانات مالی برای ساخت آن بسیار زیاد بود، از آن فقط در کاربردهای علمی استفاده میشد – به عنوان مثال. در آزمایشات با این وجود، لیزر راه خود را در صنعت پیدا کرد، جایی که برای اولین بار در صنعت ساخت و ساز برای اهداف اندازهگیری استفاده شد.
در نتیجه، این فناوری به سرعت توسعه یافت و در سال 1962 اولین لیزر نیمه هادی توسعه یافت و در سال 1964 اولین لیزر CO2 برای برش لیزری معرفی شد. برش لیزری در سال 1978 معرفی شد، زمانی که اولین سیستم برش لیزر صنعتی CNC به بهره برداری رسید. برش لیزری برای فلزات دو بعدی در سال 1984 توسعه یافت.

انواع دستگاه برش لیزری
در حال حاضر سه نوع برش لیزری وجود دارد. هر کدام دارای خواص متفاوتی هستند که آن را برای اهداف مختلف ایده آل میکند. برخی برای برش لیزری ورق فلز بهتر هستند زیرا میتوانند گرمای مورد نیاز را تامین کنند، در حالی که برخی برای برخی دیگر که نیاز به برق کمتری دارند استفاده میشوند. در زیر سه نوع دستگاه برش لیزری آورده شده است.
1. برش ورق فلزی با لیزر CO2
لیزرهای CO2 رایجترین انواع لیزرها هستند. دلیلش این نیست که آنها قدرتمندترین یا منحصر به فرد هستند. آنها قدرت کمتری دارند، اما این باعث میشود در سناریوهای مختلف کوچک و در عین حال رایج قابل استفاده باشند. قدرت زیادی ندارند. محدوده توان از 25 تا 100 وات با طول موج 10.6 میکرومتر است. با این حال، یک استثنا وجود دارد. لیزرهای CO2 صنعتی دارای رتبه قدرت کیلووات هستند.
لیزرهای CO2 برای برش چوب، کاغذ و برخی پلاستیکها مناسب هستند. اگرچه ممکن است ایده آل نباشند، اما گاهی اوقات به عنوان لیزر برش ورق فلز استفاده میشوند.
2. برش ورق فلزی با لیزر فیبر
لیزرهای فیبر عمر طولانی دارند و در مقایسه با دو نوع دیگر، بدون نیاز به تعمیر و نگهداری هستند. آنها به دلیل سه تنظیم پالس مختلف، عملکردهای متفاوتی دارند: پرتو، شبه و پالس پیشنهاد. از بین لیزرهای فیبر رایجترین آنها لیزرهای MOBA هستند که در موقعیتهای مختلف بسیار انعطاف پذیر و مفید هستند.
عملکرد آنها به قدرت آنها بستگی دارد. با این حال، آنها هنوز هم در سناریوهای مختلف مفید هستند. آنها برای برش لیزر شیشه، چوب، پلاستیک و ورق فلز ایده آل هستند. آنها با مواد نازک خوب هستند. با این حال، آنها برای مواد بالاتر از 20 میلی متر ایده آل نیستند.
3. برش ورق فلزی با لیزر کریستالی
مزایای این نوع برشکاری ورق لیزر به شرح زیر میباشد:
- جذب و بهره پمپ بالاتر
- پهنای باند وسیعتر
- محدوده طول موج گستردهتر برای پمپاژ
- طول عمر حالت بالا کوتاهتر.
- ضریب شکست بالاتر.
- هدایت حرارتی کمتر
آنها با غیر فلزات، پلاستیکها سازگار هستند و در برش لیزری ورقهای فلزی قابل استفاده هستند. آنها دارای طول موج 1.064 میکرومتر هستند که در پزشکی و نظامی استفاده میشود.
4. CNC یا برش همجوشی پرتو لیزر
برش همجوشی پرتو لیزر یک فرآیند برش بدون تماس است که عمدتاً برای برش لیزری آلیاژهای آلومینیوم و فولاد ضد زنگ استفاده میشود. قطعه کار مربوطه به صورت موضعی توسط پرتو لیزر ذوب میشود.
با فرآیند برش همجوشی پرتو لیزر، شکاف برش مواد به طور مداوم با استفاده از یک گاز فرآیند با واکنش کم ذوب میشود که به موجب آن با حذف مواد مذاب از اکسیداسیون سطح برش جلوگیری میشود. علاوه بر نیتروژن، آرگون به عنوان گاز فرآیندی در برش لیزری استفاده میشود.
هر دو گاز مانع از واکنش شیمیایی مواد میشوند. از آنجایی که سطوح برش در حین برش همجوشی پرتو لیزر اکسید نمیشوند و در شکاف برش سوراخی ایجاد نمیشود، لبههای برش نیازی به کار مجدد ندارند. برای اطمینان از کیفیت خوب برش در برش همجوشی پرتو لیزر، فرآیند برش باید با کمک یک لیزر قوی حالتجامد انجام شود.

ساختار و اجزای دستگاه برش لیزری
یک دستگاه برش لیزری CNC از چندین جزء تشکیل شده است:
- منبع پرتو لیزر برای برش ورق فلزی با لیزر
- هدایت پرتو لیزر
- سر پردازش (معمولاً متحرک) یا اپتیک فوکوس (عدسی همگرا یا آینه مقعر)
پرتو لیزر ساطع شده از منبع به سمت هد پردازشی که در سر پردازش قرار دارد هدایت میشود. در لیزر CO2 این یک آینه منحرف کننده است و در یک پرتو لیزر معمولی نزدیک به مادون قرمز است. در آنجا، پرتو لیزر در یک نقطه کانونی توسط سر پردازشگر قرار میگیرد که قدرت مورد نیاز برای برش لیزری را تولید میکند. این توان مورد نیاز بین 1006 تا 109 وات بر سانتی متر مربع است.
انواع برش ورق با لیزر
1. برش شعله پرتو لیزر
در طی فرآیند برش شعله پرتو لیزر، یک پرتو لیزر قطعه کار را به صورت موضعی گرم میکند و پس از ذوب شدن، احتراق خود به خودی ایجاد میکند. این ماده تا حد زیادی با هجوم یک جت اکسیژن در یک نقطه خاص میسوزد. اکسیدهای آهن به دست آمده با فلز مذاب مخلوط میشوند که با کمک یک جت اکسیژن حذف میشود و در نتیجه یک کرف ایجاد میشود.
اکسیژن به عنوان یک منبع انرژی اضافی در طول اکسیداسیون، یعنی واکنش گرمازا با ماده عمل میکند. بر خلاف برش همجوشی پرتو لیزر، برش شعله پرتو لیزر نیاز به پس پردازش مکانیکی دارد.
از آنجایی که سطوح برش در حین برش لیزری CNC اکسید میشوند، بر روی لبههای برش سوراخ ایجاد میشود. با این حال، اگر پارامترهای فرآیند به طور بهینه تنظیم شوند، میتوان از تشکیل سوراخ جلوگیری کرد.
این فرآیند برای مواد فلزی و آهنی مناسب است. برش شعله پرتو لیزر بیشترین استفاده را در پردازش ورق فلز دارد. سرعت برش بالا و این واقعیت که قطعات کار نسبتاً ضخیم تا ضخامت 30 میلی متر قابل برش هستند از ویژگیهای برش شعله پرتو لیزر است.
2. برش تصعید پرتو لیزر
ویژگی بارز برش سابلیمیشن لیزری تبخیر شدن ماده گرم شده است. به عبارت دیگر: این فرآیند برش لیزری تضمین میکند که یک ماده از حالتجامد به حالت گازی بدون تبدیل شدن به مایع تبدیل شود. این فرآیند تصعید نامیده میشود. با توجه به این ویژگی، برش لیزر در درجه اول برای موادی استفاده میشود که حالت مذاب مشخصی ندارند.
در حین برش لیزری سابلیمیشن، گاز فرآیندی مورد استفاده – معمولاً نیتروژن، هوا، هلیوم یا آرگون – تضمین میکند که بخار مواد تولید شده در حین تصعید از پوسته خارج میشود. در عین حال، از تراکم بخار جلوگیری میشود. بخار مواد تولید شده فشار بالایی را در اسکلت ایجاد میکند.
این به نوبه خود مسئول حذف مذاب به سمت پایین و بالا است. این فرآیند برش لیزری CNC به ویژه برای جداسازی مواد آلی مانند چوب، منسوجات، چرم یا مقوا و همچنین پلاستیکهای تقویت شده با فیبر و همگن مناسب است.
برش لیزری باعث ایجاد لبههای برش صاف و بدون سوراخ میشود. بنابراین از برش تصعید پرتو لیزر برای انجام وظایف برش بسیار ظریف استفاده میشود. به عنوان مثال، این مورد در فناوری پزشکی است.
12
مواد با قابلیت لیزر و ضخامتهای برش
در حال حاضر حداکثر ضخامت ورق قابل ماشین کاری برای فولاد حدود 40 میلی متر است. برای برش لیزری آلومینیوم حداکثر ضخامت صفحه 20 میلی متر است. این به این دلیل است که برش آلومینیوم – و مس – پیچیده تر است.
از آنجایی که بخش بزرگی از تشعشع ارائه شده توسط لیزر در ابتدای فرآیند منعکس میشود، توان یا چگالی توان بسیار بالاتری برای نفوذ به مواد مورد نیاز است. عملکرد برش به طور قابل توجهی کمتر از مواد آهنی است حتی اگر جزء قدرت در کانال برش جذب شود. این نتیجه رسانایی حرارتی بسیار بالاتر مس و آلومینیوم و این واقعیت است که هیچ اکسیداسیون حمایتی صورت نمیگیرد.
برای برش لیزری مس، آلومینیوم و سایر فلزات با رسانایی حرارتی بالا، نمیتوان از لیزر CO2 استفاده کرد یا فقط میتوان به میزان محدودی از آن استفاده کرد. با این حال، این تنها به دلیل هدایت حرارتی بالاتر نیست، بلکه به دلیل بازتاب بخش بزرگی از تابش فعال است.
پیرسینگ هم در برش فیوژن لیزری و هم در برش لیزری مشکل ساز است زیرا بسیار وقت گیر است. دلیل این امر این است که برش لیزری باید در حالت پالسی با کاهش متوسط توان لیزر انجام شود. این تنها راه برای جلوگیری از پاشش فلز است که میتواند به اپتیک فوکوس آسیب برساند و باعث بازتاب قوی پشت شود.
با این حال، دستگاههای لیزری پیشرفته مجهز به حسگرهایی هستند که میتوانند برای تشخیص سوراخ شدن استفاده شوند. این نه تنها در زمان صرفه جویی میکند، بلکه تضمین میکند که مواد در ابتدای برش به طور کامل سوراخ نشده باشند.
برش لیزری فولاد به دلیل تغییرات دمایی بالا باعث سخت شدن لبههای برش میشود. اگر قرار باشد مواد متعاقباً ماشین کاری شوند، ممکن است مشکلاتی ایجاد شود.
هنگامی که مواد صاف توسط لیزر برش داده میشود، روی یک تکیه گاه قرار میگیرد که باید شرایط خاصی را برآورده کند:
- مقاومت بالا، ایجاد فواصل نگهداری طولانی
- انعکاس کم پشت، باعث میشود تا حد ممکن آسیب کمتری به قطعه کار وارد شود
- سطح تماس کوچک، تضمین میکند که قطعات کوچک و زباله های ناشی از آن میتوانند از بین بروند
اساساً لیزر یک ابزار بسیار انعطاف پذیر است که امکان برش لیزری مواد مختلف باضخامتهای مختلف را فراهم میکند. به طور کلی فاصله برش در برش لیزری بسیار باریک است. اگر کیفیت برش را با سایر روشهای برش مقایسه کنید، لیزر عملکرد بسیار خوبی دارد. بسته به سیستم مورد استفاده برای برش لیزری، تقریباً همه مواد را میتوان پردازش کرد.
برش لیزری معمولاً بسته به ماده مربوطه به لبه برش تمیزی دست مییابد که نیازی به کار مجدد ندارد. یکی دیگر از جنبههای مثبت برش لیزر CNC این است که با استفاده زیاد از مواد همراه است و بنابراین بسیار مقرون به صرفه است.
علامتگذاری، حکاکی و برش قطعات کار را میتوان با همان منبع تیر و در یک عملیات واحد انجام داد. با این حال، برش لیزری معایبی نیز دارد. اینها شامل هزینههای بالای سیستم، مصرف بالای گاز و انرژی بسته به منبع پرتو مورد استفاده، و مقررات سختگیرانه ایمنی کار است.
مزایای برش ورق فلزی با لیزر
برش لیزری یک فرآیند منحصر به فرد است، به خصوص در نمونه سازی سریع. به دلیل مزایای ذکر شده در زیر، نیاز مهمی به آن در نمونه سازی سریع وجود دارد.
1. انعطاف پذیری
برش لیزری بر اساس یک راه اندازی منحصر به فرد و انعطاف پذیر عمل میکند. بنابراین، ایجاد برش جداگانه نیازی به نصب یا لیزر جدید ندارد. شما همچنین میتوانید از همان تنظیمات با اشکال و ضخامت مواد مختلف استفاده کنید.
2. دقت در برش
هنگامی که برش لیزر را با سایر روشهای برش مقایسه میکنید، برش لیزری دقیق تر است. دقت آن +/-0.1 میلی متر است که در مورد دقت بالای آن بسیار صحبت میکند.
3. سرعت برش لیزری
برش لیزری نسبت به سایر روشهای سنتی سرعت بیشتری دارد. پیچیدگی برشها مهم نیست. سرعت برش تا ضخامت 10 میلی متر از همه روشهای برش حرارتی بهتر است. با این حال، این مزیت به شدت به قدرت لیزر بستگی دارد.
4. کیفیت برش لیزری
برشهای لیزری به دلیل برش باکیفیت آنها شناخته شده اند. آنها اغلب به دلیل نوع مواد، ضخامت و عوامل دیگر، یک سوراخ کوچک به جا میگذارند.
5. تطبیق پذیری
برش لیزری از نظر نوع مواد پشتیبانی شده همه کاره است. آنها برای برش لیزر پلاستیک و ورق فلزی، مواد لیزری پلاستیکی ایده آل هستند. مواد لیزر دیگری نیز وجود دارد. این فرآیند همچنین منحصر به فرد است به طوری که میتوانید از یک دستگاه برای کارهای مختلف استفاده کنید.
با این حال، این بستگی به نوع مواد دارد. سایر مزایای برش لیزری به شرح زیر میباشد:
- بهرهوری اقتصادی، به دلیل استفاده زیاد از مواد
- علامتگذاری / حکاکی و برش با همان منبع پرتو لیزر در یک عملیات
- تقریباً همه مواد را میتوان ماشین کاری کرد
- انعطاف پذیری بالا
- حداقل مقادیر کم
- لبههای برش باریک و تمیز، بسته به جنس، بدون کار مجدد

معایب برش ورق فلزی با لیزر
- ایمنی کار سخت مورد نیاز است
- هزینههای سرمایهگذاری بالا
- مصرف گاز و انرژی بالا
نکات مهم در برش ورق فولادی با لیزر
برش لیزری میتواند کمی چالشبرانگیز باشد. بنابراین، ممکن است به نکات مهمی برای نتایج بهتر یا یک فرآیند پیشرفته نیاز داشته باشید. در زیر چند نکته وجود دارد که میتوانید دنبال کنید.
_ مواد مناسب انتخاب کنید؛
مواد مناسب مهمترین چیزی است که قبل از عملیات برش لیزری باید به آن توجه کرد. انتخاب یک ماده بستگی به خواصی دارد که میخواهید محصول نهایی داشته باشد. به عنوان مثال، مواد دارای خواص متفاوتی از نظر صلبیت، شفافیت و انعطاف پذیری هستند. در رپید دایر کت به انواع برش لیزری ورق فلزی، پلاستیک، کاغذ و غیره دسترسی خواهید داشت.
_ فاصلهها مهم هستند؛
فاصله گذاری در برش لیزری برای رفع خطا و گرفتن بهترین نتیجه ممکن بسیار مهم است. حداقل فاصله باید برابر با ضخامت مواد باشد. به عنوان مثال در برش لیزری ورق، اگر ضخامت ورق فلز 2 میلی متر باشد، فاصله بین دو مسیر 2 میلی متر باشد. همچنین اگر به دنبال کار بر روی طرح های مختلف ورق فلزی برش لیزری هستید، مهم است.
_ ضخامت مناسب انتخاب کنید؛
ضخامت فاکتور مهمی است که باید در عملیات برش لیزری در نظر بگیرید. این به طور مستقیم به قدرت لیزر مربوط میشود. بنابراین، هر چه ضخامت بیشتر باشد، لیزر کمتر میتواند به مواد نفوذ کند و برش دهد. با این حال، افزایش قدرت لیزر در برخی مواقع ممکن است احتمال برش این مواد را افزایش دهد.
_ به برش لیزر کرف توجه کنید؛
طراحی لیزر توجه به چیزی که مردم کرف مینامند را مهم میکند. کرف مادهای است که با برخورد پرتو لیزر به مواد برش لیزر تبخیر میشود. این فقط در برش لیزر نیست. در سایر فرآیندهای ماشینکاری تفریقی قابلمشاهده است. برش لیزر کرف به دلیل ضخامت پرتو لیزر اتفاق میافتد. در مرحله طراحی باید به آن توجه کرد.
_ متن خود را آماده کنید؛
همه عملیات لیزری نیازی به برش متن ندارند. با این حال، اگر نیاز به ترکیب متن دارید، باید حروف متن را فاصله دهید و آنها را با فرمت بزرگ بنویسید. این برای عملکرد نرمتر و بهترین نتیجه است. اگر حروف نزدیک باشند، میتوانند روی هم قرار بگیرند و به کتیبهای ناخوانا منجر شوند.
خدمات برش لیزر (CNC)
برش لیزر که به عنوان برش لیزر یا برش لیزر CNC نیز شناخته میشود، یک فرآیند برش حرارتی است که اغلب در پردازش ورق فلز استفاده میشود. از برش لیزری میتوان برای برش مواد مختلف مانند ورقهای فولادی یا آلومینیومی و یا بدنههای سه بعدی مانند پروفیلها و لولهها استفاده کرد.
برای کسب اطلاعات بیشتر در خصوص روشهای برشکاری فلزات مختلف میتوانید با مشاوران آهن اسپات در ارتباط باشید و در مورد فرآیندهای مختلف برش فلز راهنمایی و مشاوره دریافت کنید.
آهن اسپات یکی از مراجع معتبر و باتجربه در خصوص معاملات و مبادلات آهن در ایران است که بالاترین کیفیت و مناسبترین قیمت انواع آهنآلات را میتوانید در آن مشاهده کنید.




سلام
جزو بهترین مقاله ها در زمینه برش لیزری ورق فلزی بود. مرسی